
Pêvajoya derxistina plastîk bi berfirehî li heft celebên cihêreng li gorî serîlêdanên taybetî têne dabeş kirin.
(a) Pelê / Fîlm Extrusion
Di vê pêvajoya derxistinê de, maddeya plastîk a şilandî di nav çîçekê de tê derxistin.Rolên sarkirinê ji bo diyarkirina qalindahiya pel/fîlmê û tevna rûbera wê têne bikar anîn.Kûrahiya pelê dikare di navbera 0,2 û 15 mm de were bidestxistin.Parçeyek zirav an fîlimek ji materyalê plastîk dikare were çêkirin.Bi gelemperî, plastika polistirenê di pêvajoya derxistina pelê de wekî madeyek xav tê bikar anîn.
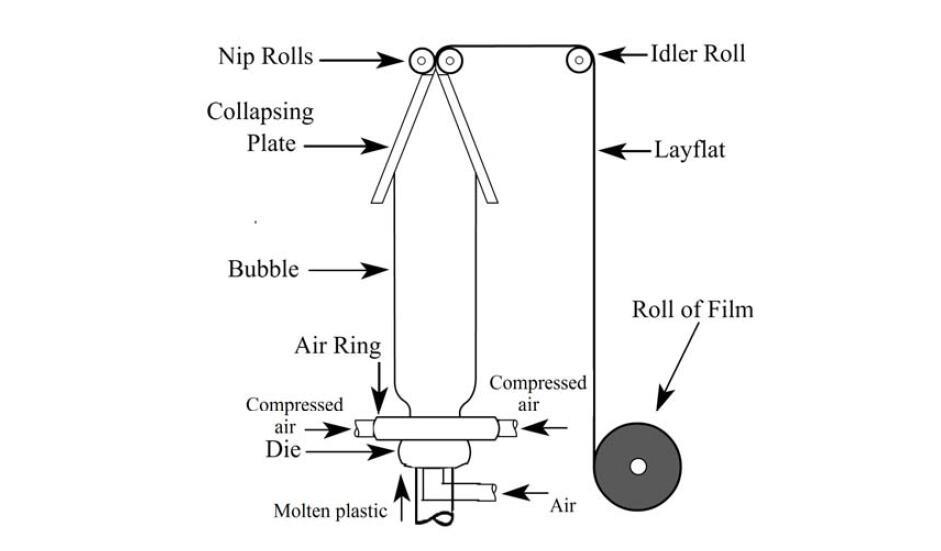
(b) Extrusion Fîlma Blown
Di pêvajoya fîlimê de, mirin mîna silindirek vertîkal e ku bi profîla dorhêl e.Plastîka şilandî bi cotek çîpên nip ji ser mirinê ber bi jor ve tê kişandin.Hewaya pêçandî ji bo bilivkirina boriyê tê bikaranîn.Li dora mirinê, zengilek hewayê tê danîn.Armanca zengila hewayê ew e ku fîlimê dema ku ber bi jor ve diçe sar bike.Di navenda mirinê de, ketina hewayê heye ku jê hewaya pêçandî dikare bi zorê bikeve navenda profîla dorhêlê, û kulîlkek çêbike.Dibe ku beşa xaça dorhêl a extrudkirî 2-3 carî ji mêjera mirinê were zêdekirin.Kulîlk bi alîkariya plakaya hilweşandî diqelişe.Rolên nip bilbilê li du qatek fîlimê ku jê re layflat tê gotin vediqetînin.Qalindahiya dîwarê fîlimê dikare bi guheztina leza pêlên nip ve were kontrol kirin.Layflat dikare di forma pelikê de were rijandin an jî li şiklên xwestî were qut kirin.Aliyê jêrîn ê layflatê bi serîlêdana germê ve tê girtin, û ji bo ku vebûnê çêbibe, li jor tê qut kirin;Ji ber vê yekê ew dikare ji bo çêkirina çenteyek plastîk were bikar anîn.Dirêjahiya mirinê dibe ku ji 1 heta 300 santîmetre diguhere.Bi gelemperî, di vê pêvajoyê de plastîk polyurethane tê bikaranîn.
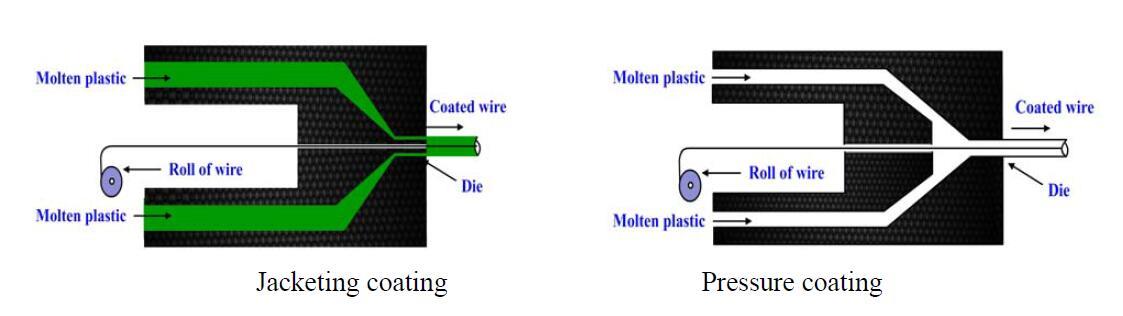
(c) Over Jacketing Extrusion
Ji vê re pêvajoya pêlavkirina têl jî tê gotin.Di vê pêvajoyê de, têlek tazî di navenda mirinê de tê kişandin.Du cureyên cuda yên amûra derbirînê hene ku ji bo xêzkirina li ser têlê têne bikar anîn ango amûra zextê an çakêtê.Ger di navbera têl û pêçekê de têkiliyek an adhezîyonek samîmî hewce be, amûra zextê tê bikar anîn.Ger adhesion neyê xwestin, amûra çakêtê tê bikar anîn.Ji bo amûrkirina zextê, têl di hundurê mirinê de tê kişandin, ku li wir bi zextek pir zêde bi plastika şilkirî re tê têkilîdanînê.Ji bo amûrkirina çakêtê, têl dê dirêj bibe û plastika şilkirî piştî mirinê dê li ser têlê bergek çêbike.Têlê tazî di nav mirinê de tê xwarin û heya ku ji mirinê dernekeve ew rasterast bi plastika şilandî re nakevin têkiliyê.Cûdahiya sereke di navbera amûra çakêtê û zextê de pozîsyona têl bi rêzgirtina mirinê ye.
 ,
,
(d) Tubing Extrusion
Di vê pêvajoyê de, plastika şilkirî di nav mirîşkekê de tê derxistin û bi danîna mandirek di hundurê mirinê de beşên xaçê yên vala çêdibin.Tube bi çend kunên jî dikare ji bo sepanên taybet, bi danîna hejmarek ji mandrels di navenda mirinê de bê çêkirin.
(e) Coextrusion
Coextrusion pêvajoya derxistinê ye ku bi hevdemî gelek qatên materyalê têne çêkirin.Ew ji bo sepandina yek an çend qatan li ser maddeya bingehîn tê bikar anîn da ku taybetmendiyên taybetî yên wekî vegirtina ultraviolet, girtin, rûyê matte, û refleksa enerjiyê werbigire, dema ku materyalê bingehîn ji bo sepanên din guncawtir e, mînakî berxwedana bandorê û performansa avahîsaziyê.Dibe ku ew li ser yek ji pêvajoyên wekî fîlimê bişewitîne, li ser çakêtê, tubing, pel / derxistina fîlimê were bikar anîn.Di vê pêvajoyê de, du an bêtir extruder têne bikar anîn da ku materyalên ku di nav yek mirinê de têne hev kirin ku materyalan di şeklê xwestinê de derdixîne têne bikar anîn.Kûrahiya qatê ji hêla lez û mezinahiya extruderên kesane ve ku materyalan radest dikin ve tê kontrol kirin.
(f) Coating Extrusion
Kişandina derxistinê tê bikar anîn da ku qatek pêvek li ser kaxezek heyî ya kaxez, peldank an fîlimê çêbike.Mînakî, ji bo baştirkirina berxwedêriya avê ya kaxezê polîetilenê tê bikar anîn.Serîlêdanên pêlava extrusionê pakkirina şil, kaxizên wênekêşî, zerf, çenteyên ji bo pakkirina zibil û pakkirina bijîjkî ne.Bi gelemperî, polyethylene û polypropylen têne bikaranîn.
Dema şandinê: Jun-14-2017